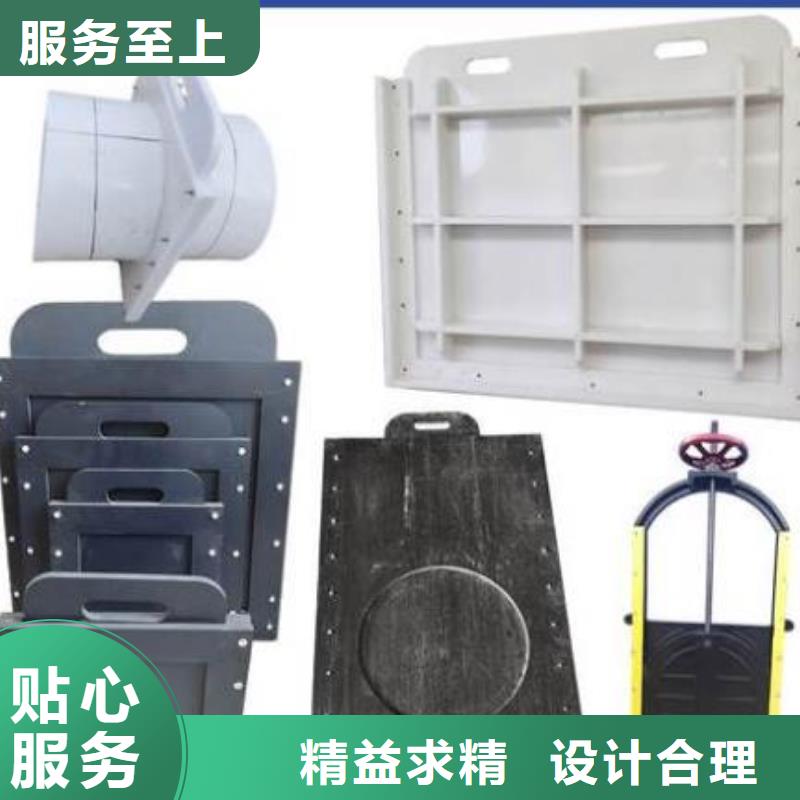




我们的塑料闸门手摇卷扬启闭机一手货源源头厂家视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:塑料闸门手摇卷扬启闭机一手货源源头厂家的图文介绍

扬禹水工机械有限公司拥有精良的加工,和检测设备,先进的 山西晋城铸铁闸门生产工艺,雄厚的技术力量,高素质的员工队伍,按照国际标准、标准、行业标准设计制造 山西晋城铸铁闸门产品,本着以质量求生存,以服务求发展的经营理念,竭诚为用户提供优质的 山西晋城铸铁闸门产品和优良的服务。


塑料闸门要进行保养,把机内新机件磨擦产生的金属沫特别是螺杆,螺母,涡轮,涡杆,要轻洗干净,涂上润滑油,密封严实,继续使用。作人员必须掌握启闭机的结构,性能与作方法,并有定的机械知识,以确保机器的正常运转。作前,对启闭机进行检查,各部位润滑情况是否良好,螺栓有无松动。电动启闭时检查电源线路是否接通,开关是否良好。电动运转时,作人员不得离开现场,发现问题立即停机。确认无误后。
在使用时,需随时由注油孔注入润滑油,要经常保持足够的润滑油,螺杆要定期油垢,涂护新油,以防锈蚀。,塑料闸门位置应处于铅垂状态,不可斜置。,水流方向必须正面进入闸门,闸门不可承受反向压力(双向闸门除外),闸门底边与池底距离不得小于0mm,闸门连框与池壁的距离各为00mm以确保安装。,各系列闸门承受的水压不应超过额定标准。,安装启闭机与丝杆时应注意启闭机,螺杆与闸门必须 在同铅垂面内。



塑料闸门节吊入后与支臂下端连接,并调整面板半径合格。吊入第2节与*节对接,根据厂内预组装时的定位装置定位,并调整检查各项目合格。依次吊入所有门节,与支臂连接好后进行固定,各节之间点焊定位。
2.4、闸门焊接
门叶焊接前用样板检查面板弧度和弧面半径,以及门叶中心偏差等,检查结果合格后,经监理认可,方可进行拼装焊缝的焊接。门叶焊接按分节由下向上依次进行。每个节间焊缝焊接顺序为隔板、翼板、面板。首***行定位焊接,焊接长度为50mm以上,间距为300mm。完成后检查焊接质量,如有缺陷应后重新焊接。定位焊后进行正式焊接。焊接面板时安排6~8个焊工采用分段退步对称焊接。将正缝焊接60%~80%后,再进行背缝清根和焊接,然后将正缝焊接完成。每条焊缝均采用多层多道焊,焊缝的层间接头应错开,以保证接头焊接质量。 从事焊接的焊工和无损检测人员,必须是取得资质的合格焊工。焊条的保管、烘烤及使用按已规定的程序严格进行。

